
先进技术与应用
金属及焊接

TPAC Explorer的配置范围从16/64到128/128和64/256,从0.25“T碳钢到2”T或更厚的奥氏体焊接…甚至CASS(铸造奥氏体不锈钢)。您还可以选择使用PAUT或FMC/TFM,或更先进的方法,如PWI(平面波成像)等进行检查。几乎支持任何阵列配置;线性、双线性、双矩阵,甚至我们的RAD软件允许您轻松建模实现自定义配置。TPAC为您提供高通道数PAUT和FMC/TFM功能的高集成产品。无论是线性阵列、矩阵阵列还是双列阵列,我们都可以为您提供所需的任何配置和频率。
裂纹及高温氢致裂纹检测

TPAC提供了许多裂纹成像技术和算法。我们不仅提供行业标准的PAUT方法,还提供更先进的技术,如FMC/TFM、PWI等。这些方法可以对几乎任何材料类型的裂纹进行超高分辨率成像和尺寸确定。一个TPAC系统可以集成众多先进功能,获得最佳检测效果。通过独有的先进非线性算法对于早期微小高温氢致裂纹,我们的先进产品同样表现优秀。
波束成形控制技术
TPAC的解决方案非常适合研究波束形成技术,如最先进的全聚焦方法(TFM)。你可以记录你的实验中的原始信号,并在你最喜欢的开发环境(Matlab,Python,LabVIEW,C++,C语言,CUDA等等)中进行处理。TPAC instruments的高数据吞吐量使您能够轻松地处理各种要求苛刻的采集方案,并提供高质量的数据基于全矩阵捕获(FMC)的数据采集利用了超声波阵列的单发全收的优势形成数据矩阵。TPAC在图像重建方面进行多种算法探讨,如表面自适应成像、多模式、并行计算等。基于平面波成像(PWI)等完全并行Tx/Rx序列的数据捕获正变得越来越流行,并且对波束形成研究也是技术热点。多种延迟法则和组合可以通过TPAC的研究解决方案自由定义。
任意波形发生技术

由于我们的任意波形发生器(AWG)功能,TPAC现在为您提供了完全控制探头激励信号的能力。用户可以选择各种典型波形,如Burst、Gaussian、Chirp等,或自由定义自己的脉冲编码或波形。其主要作用为:所有通道上均可独立设置;控制频率变化;控制脉冲电压;提高超声穿透力;提高信噪比的匹配滤波过程;调制连续脉冲。为科研和高端应用提供超声激励控制以获得最优信号。
多种超声反射模式
不同的反射模式可以利用声波反射路径的不同几何特性以获得对缺陷更好的检测成像效果。由于焊缝几何结构复杂,检测通常是由于需要多个“反射模式”,以实现对不同方向缺陷的检测。TFM(全聚焦方法)的一个显著优点是,它能够在单次采集的情况下以多次反射或不同波型模式进行成像。很多时候,这可能会减少对多个探头的需求,同时增加检测概率。
散射噪声抑制算法

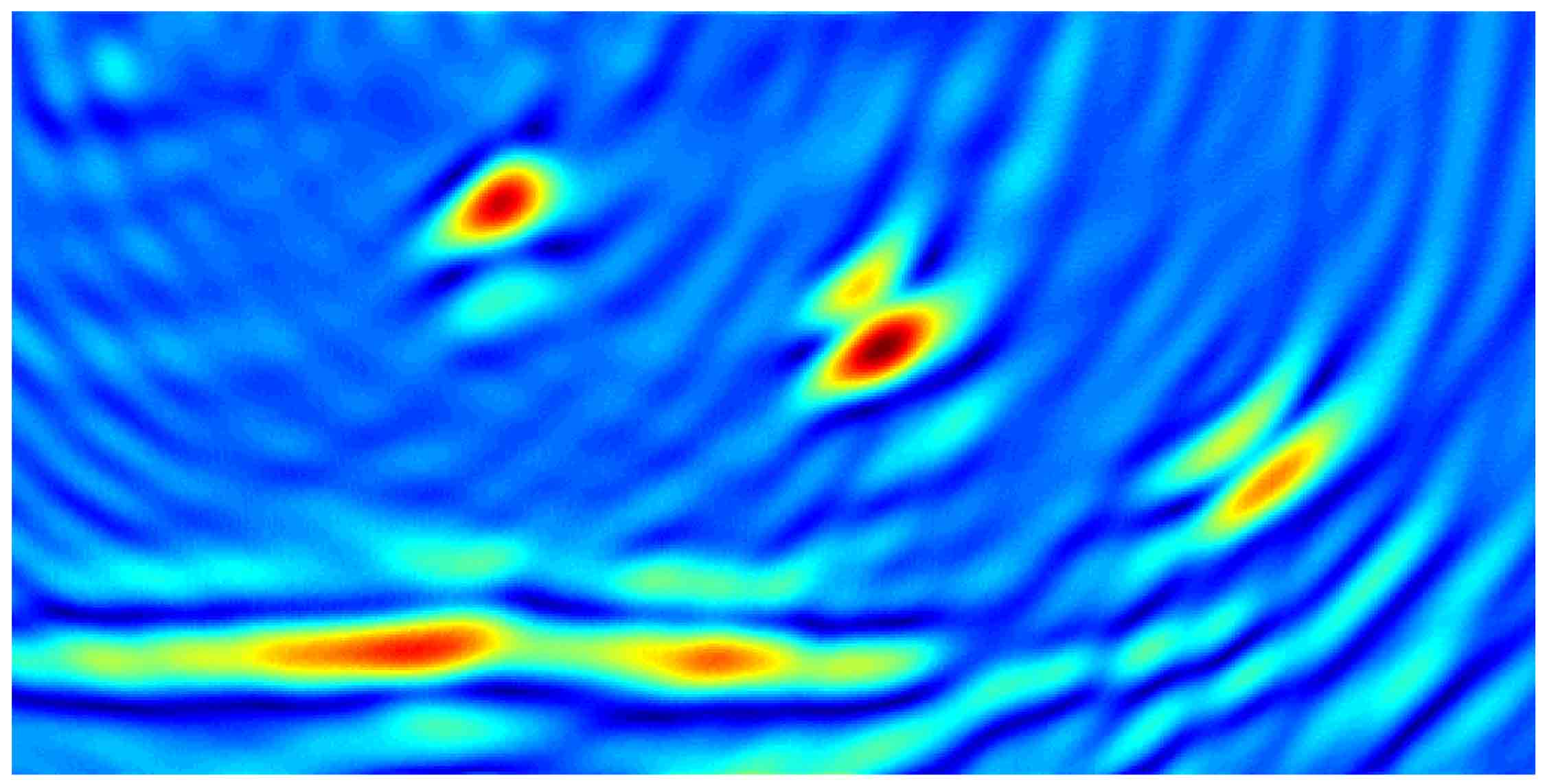
TPAC研究开发了一种称为pDAS的方法,可以显著降低结构噪声,同时增加缺陷响应。pDAS波束形成方法甚至可以与TPAC的其他尖端方法相结合,如TFM或PWI,从而快速集成到现有检测系统中实现高信噪比。例如在奥氏体不锈钢试块中对相同0.4mmFBH进行检测,TFM成像的SNR为26.6dB而采用pDAS方法,在TPAC独特算法帮助下SNR为59.2dB甚至71.9dB.
超高图像分辨率和反演算法

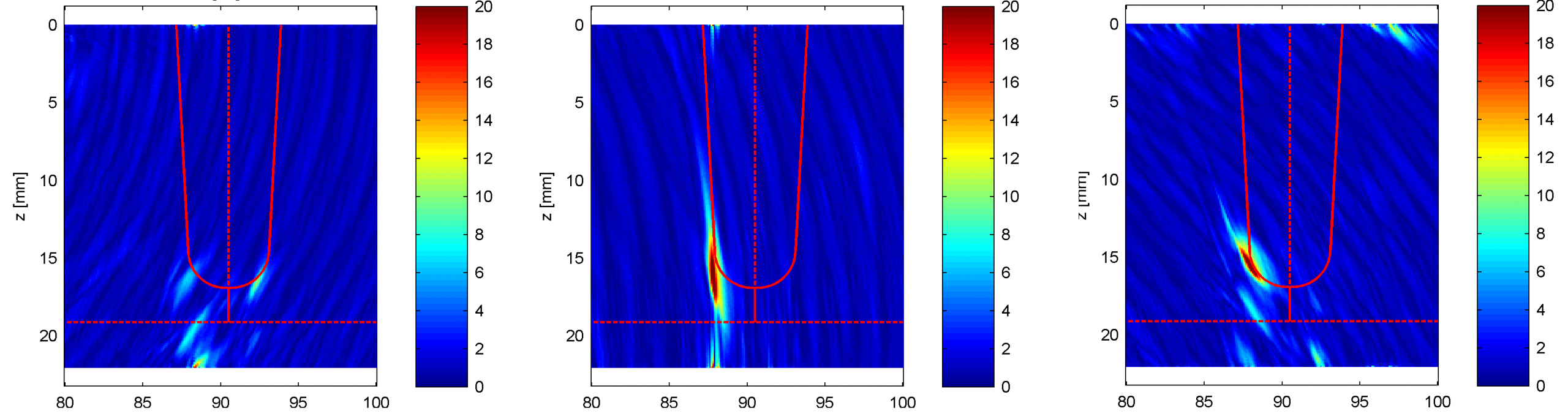
TPAC研发团队开发了超分辨率成像技术,通过算法可以显著提高标准超声成像的分辨率,并分离极小间距缺陷或发现接近几何结构的小缺陷。这项技术能够以高速实现这种精确成像。当其他成像技术达到极限时,TPAC此项技术可以帮助实现更高水平的缺陷表征,如孔隙率、夹杂物、从某些几何形状(靠近拐角、表面、后壁等)中识别缺陷。
非线性超声成像算法
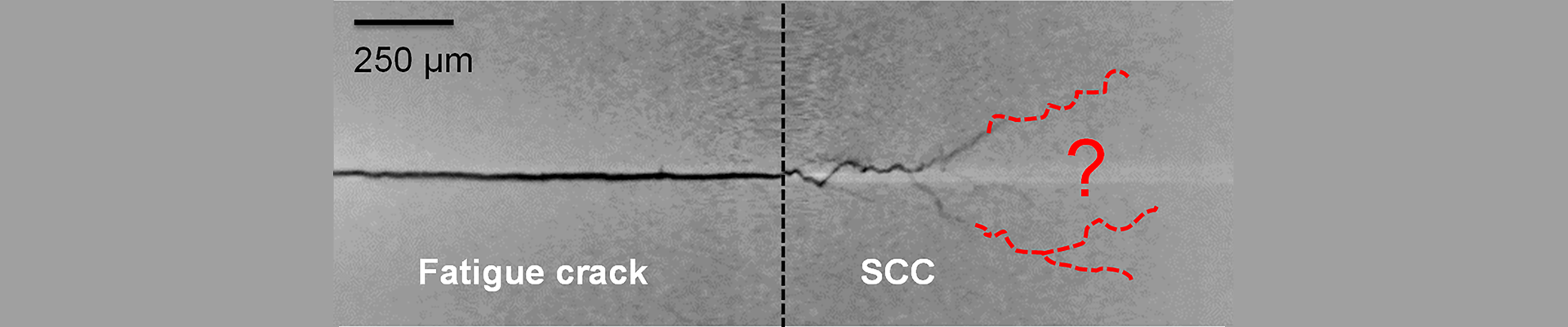
这项技术在电力,宇航,铁路和其他有苛刻检测要求的行业具有很大的应用价值。例如应力腐蚀开裂(SCC)是裂纹损伤机制的一个例子,现有线性超声成像很难对其进行成像,但必须尽早发现。线性超声成像可以发现“开放”裂纹但对“细小”或“闭合”裂纹不敏感,而“闭合”裂纹会产生非线性特征。TPAC开发了使用阵列探头的成像算法,可以在线性响应的同时显示非线性特征。该技术可实时工作,并可在标准设备下有效地用于真实情况下的零件扫描。该技术已可用于科研和工业检测。
复合材料粘接
TPAC有多种完善的超声技术,如俯仰捕捉、穿透传输、脉冲回波、相控阵、FMC/TFM、PWI(平面波成像)等,对复材部件制造过程中的特定缺陷,如气孔、污染、缺少胶水,或服务中的特定缺陷,如粘结失效和粘结失效进行快速高效检测。广泛用于风电,航空,汽车等行业。